锂电池极片涂布工艺模拟
本文摘要:(由ai生成)
本文利用Fluent软件对锂离子电池石墨负极浆料涂布过程进行了有限元模拟研究,探究了涂布间隙、狭缝尺寸、涂布速度等参数对涂布稳定性的影响。通过VOF模型和CICSAM技术追踪浆料与空气界面,考虑了浆料物性、接触角等实际因素。模拟结果显示,在涂布速度为0.035 m/s时,涂布流场稳定时间最短,涂层厚度适中。涂布窗口受流体特性、模头几何参数和涂布工艺参数共同影响。该研究为优化锂离子电池涂布工艺提供了理论依据,有助于提升电池性能和生产效率。
一般涂布工艺模拟分解成两个步骤:(1)模头内部流场模拟,采用层流模型,稳态求解(点击阅读 锂电池极片涂布工艺模拟:挤压模头内流场);(2)模头与箔材之间的流场,采用层流瞬态求解器。多相流方法追踪涂层与空气的界面。
本篇介绍第二个步骤,这是2016年做的工作。以石墨负极浆料作为研究对象,采用流体力学软件Fluent对锂离子电池浆料涂布的初期流场进行有限元模拟,分析浆料从模头出口流出到涂布稳定的过程,研究涂布稳定状态的影响因素。
1 有限元模型
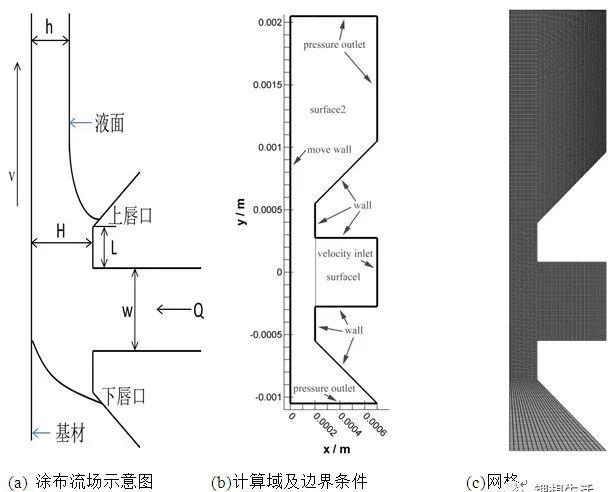
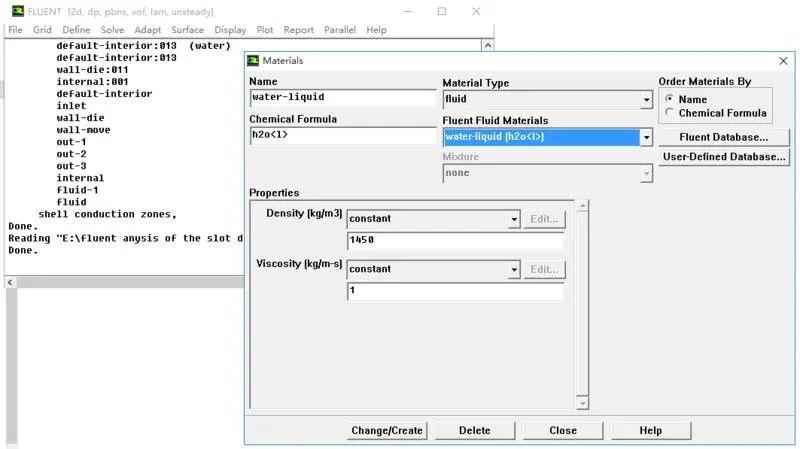
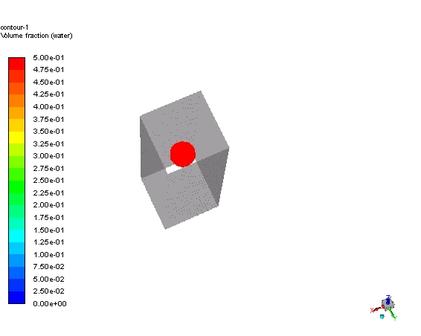
通过实验测定,石墨负极浆料的固体物质含量为52.0%,浆料密度为(1450±22) kg/m3。图2(a)为模头与基材间的流场示意图,主要参数包括涂布间隙H、狭缝尺寸w、涂布速度v、上料流量Q、涂布湿厚h以及涂层宽度B。本模拟中:H=0.20mm,w=0.55 mm,L=0.275 mm,B=250 mm,v=0.15 m/s,Q=4.8×10^-4m3/s。采用流体力学有限元软件Fluent6.3.26对挤压模头与涂辊之间的外流场进行流动状态模拟,涂布流场如图2(a)所示。以挤出模头狭缝内部为计算区域1,狭缝出口与基材间的外部区域为计算域2,如图2(b)所示,采用二维平面模型,计算域入口设定为速度入口,出口设定为压力出口,压力值为101325 Pa,基材设定为移动壁面,移动速度即涂布速度v,模头外壁等其他边界设定静止边界条件。计算域网格划分如图2(c)所示,网格平均尺寸为0.01mm。涂布流场状态是不可压缩的空气和浆料两相非定常流动过程,不考虑传热过程。采用VOF模型追踪浆料自由流动界面,由于浆料和空气粘度差异大,选择CICSAM界面捕捉技术。假定负极浆料与基材铜箔的静态接触角为50°,与挤出模头外壁的接触角为60°。初始时刻浆料液体充满挤出模头狭缝[图2(b)中surface1区],但没有溢出狭缝外侧,涂布流场开始计算后,浆料以稳定的速度从狭缝流出。 2 建模过程
使用gambit绘制几何模型并设定边界条件,划分网格,如图1所示。将几何模型导入FLUENT求解器,选择二维隐式瞬态求解器。3 结果与讨论
浆料在狭缝外流场流动过程中,受到相互影响的作用力,包括由于基材移动在流体内部产生的粘性力、流体表面力、流体从挤出模头流出冲击到移动的基材减速过程所形成的惯性力、流体所受到的重力。实际涂布工艺中,剪切速率γ可由式(1)估算: 式中:v为涂布速度,取值0.15 m/s;H为涂布间距,取值200×10^-6m;则γ=750 s^-1。有限元计算中假定负极浆料粘度不变化。文献报道,在此剪切速率下,锂离子负极浆料粘度μ为1Pa·s。涂布流场中,雷诺数Re和毛细管数Ca可分别由式(2)、式(3)定义: 式中:雷诺数Re表示流体惯性力与粘性力之比。本文中,当计算域入口速度v=0.035m/s时,雷诺数Re =0.002 4,其值远小于1,这表明浆料冲击基材形成的惯性力作用对流场扰动小,浆料流动状态为层流过程。毛细管数Ca表示流体粘性力与表面力之比,本文中,Ca=3.597,由于锂离子负极浆料粘度高,涂布过程中粘性力对流动过程的影响大于流体表面力的影响。
模拟过程中粘度采用层流模型,模拟中假定负极浆料粘度不变化,所采用的负极浆料物料参数、模头几何参数以及工艺参数见表1,其中浆料入口速度选取0.030、0.035和0.050m/s三个值,研究工艺参数对涂布结果的影响。涂布工艺都存在一个工艺窗口:涂布窗口就是可以进行稳定涂布,得到均匀涂层的工艺操作范围,其受到三类因素的影响:(1)流体特性,如粘度μ、表面张力σ、密度ρ;(2)挤压模头几何参数,如涂布间距H,模头狭缝尺寸w;(3)涂布工艺参数,如涂布速度v,浆料送料流量Q等。 对于挤压式涂布,在固定的涂布速度下,存在送料流量上限和下限,介于上下限之间的范围即为涂布窗口。涂布窗口上限主要受到涂布液稳定性的影响,如当流量不足,或者涂布速度太快时,涂布液珠开始不稳定,容易产生空气渗入、横向波等缺陷。涂布窗口下限发生时,如流量过大或者涂布速度过慢,流体无法及时被带走,涂布液珠大量累积,容易形成水窒或者垂流。
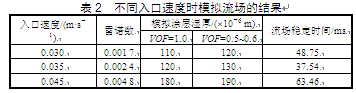
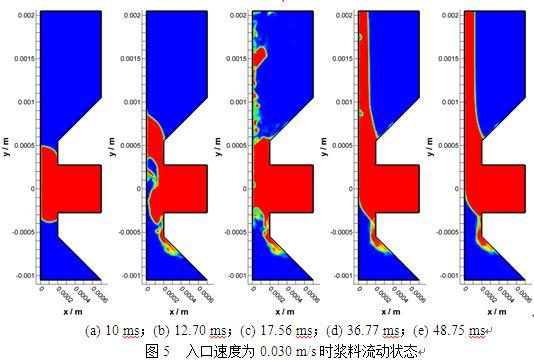
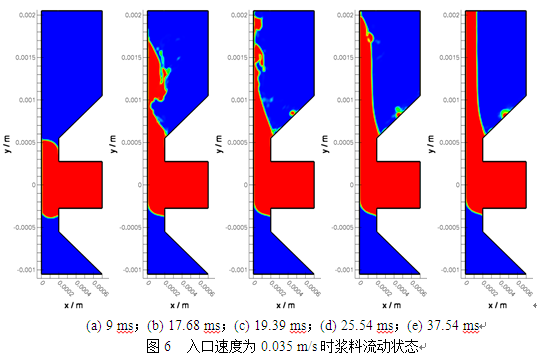
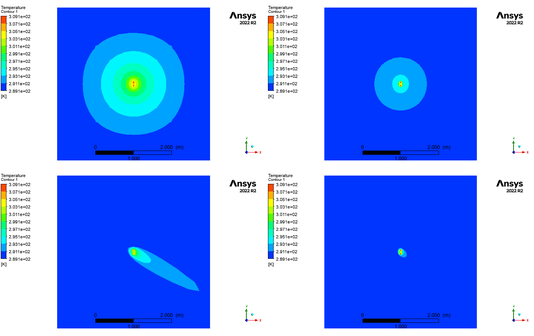
图5、图6、图7分别为入口速度为0.030、0.035和0.050m/s时涂布开始至涂布流场稳定过程中不同时刻浆料的流动状态。流场稳定后,出口处浆料沿x轴方向体积分数(VOF)分布如图8所示,由图5中可知VOF=1.0和VOF=0.5~0.6时计算涂层的厚度,结果列入表2,同时不同速度条件下流场雷诺数Re、流场稳定时间t均列入表2。浆料入口速度由0.035 m/s降低至0.030m/s时,得到的涂层厚度减小了10×10^-6m,而入口速度增加到0.050 m/s时,涂层厚度增加了60×10^-6m。当入口速度为0.035m/s时,从计算开始至流场稳定的时间最小,为37.54 ms。无论入口速度增加还是降低,涂布流场稳定时间都有所增加,当入口速度为0.030m/s时,流场稳定时间为48.75 ms,当入口速度为0.050 m/s时,流场稳定时间为63.46ms。入口速度为0.030m/s时,涂布开始后10 ms时刻,狭缝流出的浆料填充在模头与基材之间[图5(a)],同时基材沿y轴正向移动,所产生的粘性力使浆料跟随基材移动,由于基材移动带走的浆料无法及时得到补充,大量空气卷入涂层[图5(b)],卷入空气的浆料最后在基材上形成图5(c)所示涂层。随着浆料的不断供应,流场上流道区域(y>0)基本稳定,流场下流道区域(y <0)也由复杂状态逐步趋于稳定,如图5(d)所示,最后形成比较稳定的涂布流场[图5(e)]。入口速度为0.035m/s时,浆料填充模头与基材之间区域后[图6(a)],基材所带走的浆料能够及时充足补充,涂层中不会卷入大量的空气,下流道流场很快达到了稳定状态[图6(b)],上流道流场在重力干扰下会产生不稳定状态[图6(b)和(c)],但是随着涂布不断进行,上流道也很快达到稳定状态[图6(d)和(e)]。因此这种条件下,涂布流场稳定时间短,这是最佳的涂布工艺操作范围。入口速度为0.050m/s时,浆料供应充足,不会从下流道流场卷入大量空气[图7(a)和(b)],下流道流场能较快达到稳定状态[图7(b)]。但是由于入口速度较大,形成比较厚的涂层(表2),上流道流场容易受到重力影响,需要较长时间达到稳定[图7(c)],厚涂层形成缺口导致上流道流场很快崩塌[图7(d)],经历较长时间,约63.46ms,涂布流场达到稳定状态[图7(e)]。浆料速度0.030m/s
浆料速度0.035m/s
浆料速度0.050m/s